The economic feasibility of corn residues harvesting depends on capital (key element) and operating costs.
Capital expenditure is the cost of purchasing equipment. Operating costs are the costs of fuel, amortization, maintenance and repair, materials and labor. Operating costs considerably depends on machinery productivity and the distance of transportation of bales from the field to the central storage facility.
Many technologies based on different machinery can be applied for corn residues harvesting, but taking into account existing equipment on the market and results of field trials in the USA and EU, it is reasonable to perform an assessment of four corn stover supply chains (Fig. 1):

1 combine + tractor with stalk-shredding windrower + tractor with large square baler.

2. combine + tractor with stalk- shredding windrower + tractor with round baler.

3. forage harvester system: combine +tractor with stalk-shredding windrower + forage harvester + tractor with trailer.

4. forage wagon system: combine + tractor with stalk-shredding windrower + tractor with forage loader wagon.

5. the corn cob harvesting technology on the basis of Vermeer CCX770 cob harvester.
Fig. 1 Technological schemes for corn stover harvesting [1]
Costs of corn stover harvesting operations for large square bales
Comparison of average costs of corn stover harvesting technological operations in Iowa State (the USA) and in Ukraine shows that the total expenses are roughly equal for both countries: 19.37 EUR/t d.m. for the USA and 16.40 EUR/t d.m. for Ukraine. However, labor costs in the USA are 4.3 times higher than in Ukraine (Table 1).
Table 1. Costs of corn stover harvesting operations in the USA and in Ukraine.
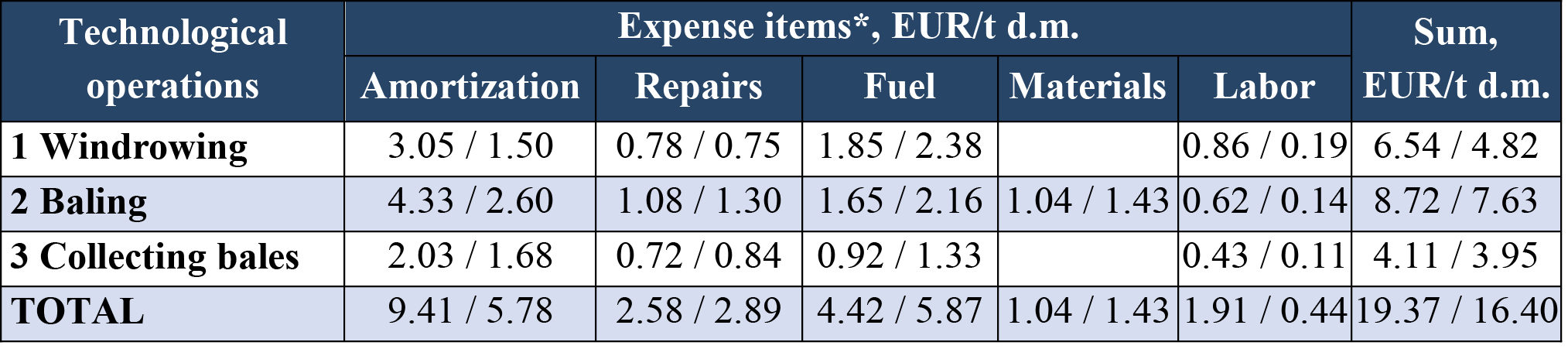
* In the table, first figures are for the USA (recalculated from data PM 3053B, Edwards, 2014, Iowa State University). Second figures (after the slash) are for Ukraine for 2.5 t d.m./ha productivity of corn stover harvesting.
Based on the results of feasibility study on corn stover harvesting in the square bales one can conclude that the more effectively the equipment is used, the payback period is shorter.
Costs of corn stover harvesting operations for round bales, shredded with forage harvester and forage loader wagon
Assessments of cost for other three technologies of corn stover harvesting (in round bales, shredded with forage harvester and forage loader wagon) was done for the average scenario with harvesting of 3.5 t d.m./ha. The diagrams with shares of operating costs (labor, fuel, materials, repairs, and amortization) for these three technologies of corn stover harvesting are shown in Fig. 1. The amortization and fuel are the main costs in the value chains.
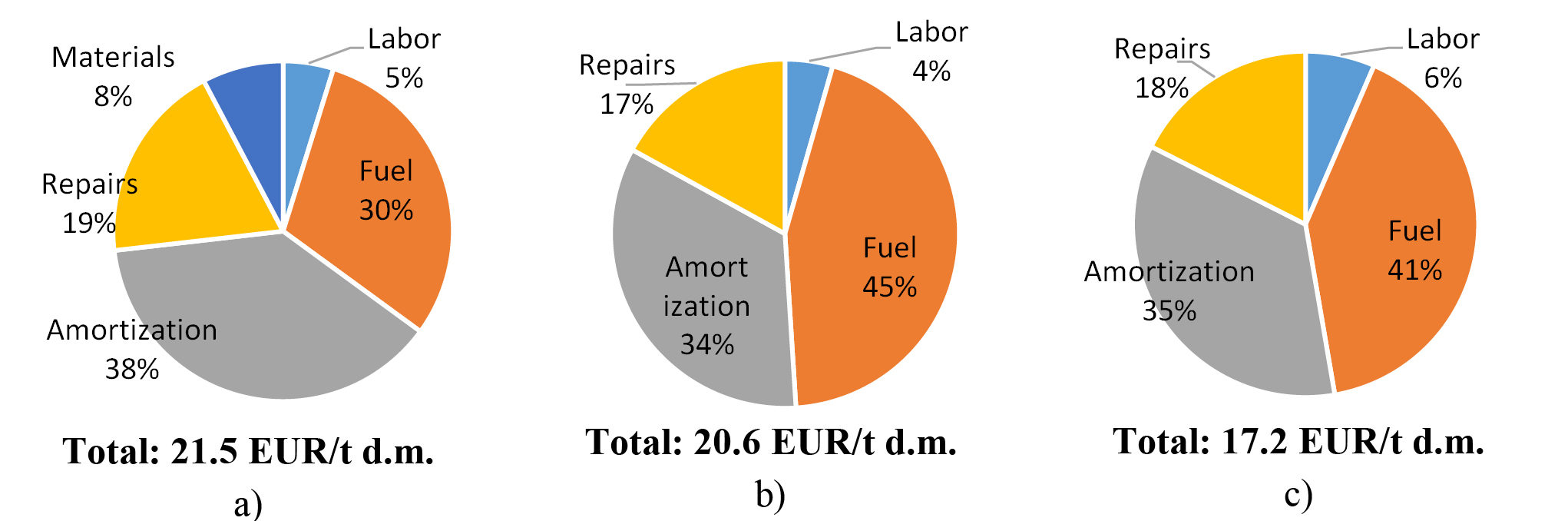
Fig. 1 The share of different operating costs: a) round baler; b) forage harvester; c) forage loader wagon.
The cost comparison for all harvesting technologies for the harvesting of 3.5 t d.m./ha depending on the distance of transportation is given in Fig. 2. The harvesting of corn stover in large square bales with their transportation at the distance more than 20 km is caused economically. For the smaller distance, the forage loader wagon can be used.
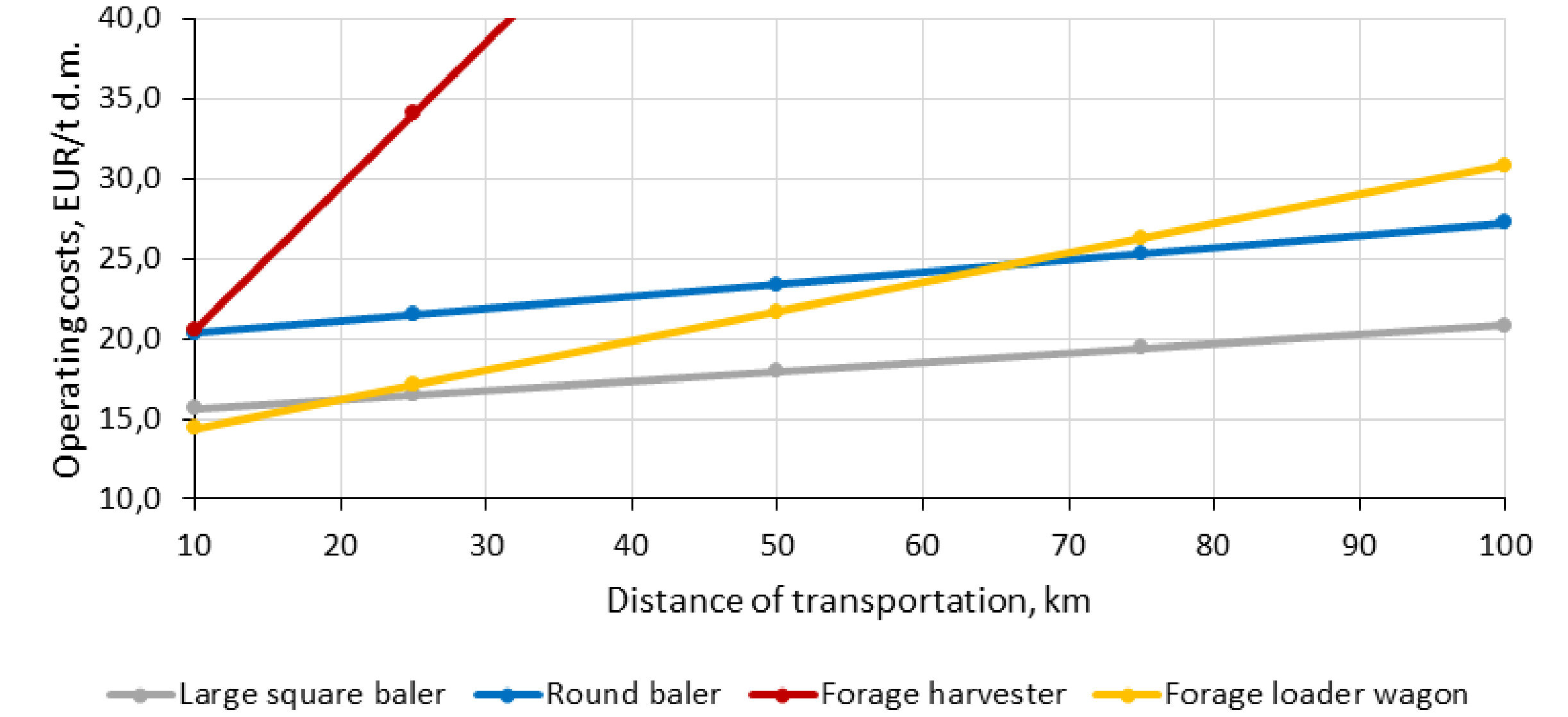
Fig. 2 Operating costs for the harvesting technologies as a function of the distance of transportation.
Techno-economic assessment of different corn stover harvesting technologies
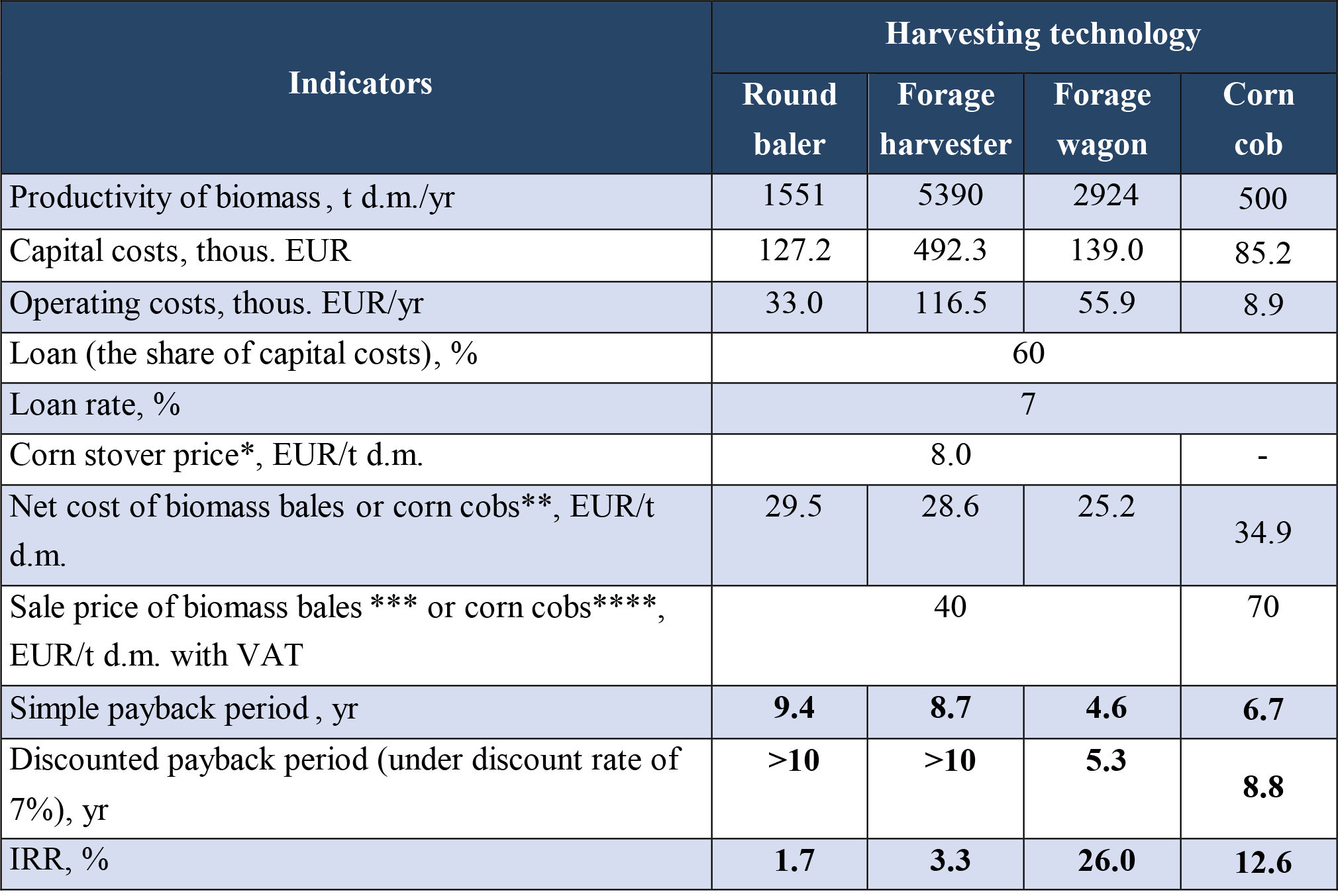
Results of feasibility study on corn stover harvesting scenarios (round baler, forage harvester, forage loader wagon, corn cob) are given in Table 2.
The initial data concerning the use of the cob harvester is taken from the Purdue extension paper ID-417-W [2]. Due to additional weight of the CCX770, the harvest working rates of the combine is decreased at 10%, this is taken into account in the calculations of operating costs. The yield of corn cobs is 1.25 t d.m./ha. The transportation distance of corn cob is 10 km. Average annual cob harvesting period is 40 days.
The forage loader system is most economical with a simple payback period of 4.6 years and IRR 26.0%, but it is necessary to make a field experiment for this technology to check its applicability in the Ukrainian conditions. For biomass processing facility, it is important to make estimation of whole value chain, including storage costs.
Table 2. Techno-economic assessment of different corn stover harvesting technologies.
* The price is determined by the cost of equivalent amount of mineral fertilizers required to replace the nutrients taken away from the field with the biomass.
** The cost includes direct costs for harvesting biomass and deductions for equipment amortization.
*** The price is equal to the sale price of biomass bales (W25%): 25 EUR/t without VAT.
**** The price is equal to the sale price of cob (W20%) of 40.0 EUR/t without VAT.
The corn cob harvesting technology with using of Vermeer CCX770 has a simple payback period of 6.7 years and IRR 12.6%. However, in the case of extended harvesting period or reducing capital cost, the economical results will be better. In addition, this technology has to be checked for Ukrainian conditions.
According to the corn stover harvesting cost estimation results, the net cost of collected biomass on the storage facility can be from 22.3 EUR/t d.m. Following storage and densification in briquettes or pellets will increase the added value of the corn stovers.
Author: Semen Drahniev
[1] Report on “Analysis of utilisation of corn straw as an energy source” (2018). Prepared by SEC Biomass for EBRD against Contract C38842/1018/5362.
[2] https://www.extension.purdue.edu/extmedia/ID/ID-417-W.pdf
Read also:
State of the art of corn production in the world and in Ukraine
Сorn residues and harvesting in Ukraine
Potential of corn residues in Ukraine in 2018
Fuel characteristics and properties of corn residues
Technologies for harvesting corn and corn residues
Corn harvesting technologies: in rolls and crushed form